Die Prüfprozesseignung nach VDA Band 5 und/oder ISO 22514-7 ist mittlerweile weitestgehend etabliert.
Der Volkswagen-Konzern (VW, Audi, Seat, Skoda…) hat seine Richtlinie VW 10119 schon vor Jahren umgestellt, der Daimler Leitfaden LF5 sowie der BMW Group-Standard 98000 sind auf die aktuelle Auflage des VDA Band 5 abgestimmt und Bosch hat das Heft 8 aktualisiert, … aber natürlich sind damit nicht alle Fragen geklärt. Ein paar aktuelle Diskussionspunkte, zu denen es keine „offiziellen“ Regelungen gibt, sollen hier aufgegriffen werden.
Messsystem niO, Messprozess iO?
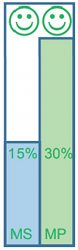
Die Grenzwertempfehlungen des VDA Band 5 werden so gelesen, dass sowohl der Eignungsindex für das Messsystem QMS ≤ 15% als auch der Eignungsindex für den Messprozess QMP ≤ 30% sein muss. Diese Sichtweise wird auch durch das entsprechende Flussdiagramm gestützt (Bild 7, Seite 41). Hinter dieser Festlegung steckt die implizite Annahme, dass „eine Hälfte“ des Unsicherheitsbudgets dem Messsystem und die „andere Hälfte“ den weiteren Einflüssen des Messprozesses zugeschlagen wird.
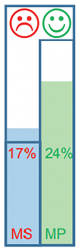
 Dennoch sehen wir immer wieder, dass das Messsystem sein Budget überschreitet (z. B. QMS = 17% > 15%), während der Gesamtprozess den Grenzwert nicht erreicht (z. B. QMP = 24% < 30%) und somit geeignet wäre. Typische Problemfälle sind hier Merkmale mit kleinen Toleranzen und Normale/Referenzteile mit relativ großen Kalibrierunsicherheiten, meist schon am Limit des physikalisch Machbaren.
Dennoch sehen wir immer wieder, dass das Messsystem sein Budget überschreitet (z. B. QMS = 17% > 15%), während der Gesamtprozess den Grenzwert nicht erreicht (z. B. QMP = 24% < 30%) und somit geeignet wäre. Typische Problemfälle sind hier Merkmale mit kleinen Toleranzen und Normale/Referenzteile mit relativ großen Kalibrierunsicherheiten, meist schon am Limit des physikalisch Machbaren.
 Zu Recht stellt sich die Frage, ob der Messprozess im Ganzen seine Nicht-Eignung damit wirklich bewiesen hat, denn letztlich ist es für viele Anwendungen nicht wichtig, ob die Messunsicherheit U = 12% der Toleranz durch Einflüsse des Messsystems oder des Messprozesses dominiert wird. Eine mögliche Lösung wäre, in diesem Falle auf die Bewertung des QMS zu verzichten. Zur Beurteilung eines existierenden Messprozesses wird also nur QMP herangezogen.
Zu Recht stellt sich die Frage, ob der Messprozess im Ganzen seine Nicht-Eignung damit wirklich bewiesen hat, denn letztlich ist es für viele Anwendungen nicht wichtig, ob die Messunsicherheit U = 12% der Toleranz durch Einflüsse des Messsystems oder des Messprozesses dominiert wird. Eine mögliche Lösung wäre, in diesem Falle auf die Bewertung des QMS zu verzichten. Zur Beurteilung eines existierenden Messprozesses wird also nur QMP herangezogen.
Denkbar wäre natürlich auch, den Grenzwert QMS pauschal zu erhöhen. Das könnte jedoch zu Widersprüchen führen, wenn ein Messsystem im Sinne einer Vorauswahl bewertet werden soll. Dann ist ein Grenzwert von QMS ≤ 15% sicher angebracht, um für den bis dahin noch unbekannten Messprozess ausreichend Reserve zu haben.
Messprozess geeignet – und dennoch unbrauchbar?
Für einigen Diskussionsstoff hat auch der Grenzwert QMP ≤ 30% schon gesorgt. Kein Zweifel – oftmals sehen Messtechniker kaum Möglichkeiten, diesen Grenzwert einzuhalten. Aber was sind die Konsequenzen?
QMP gibt den Unsicherheitsstreubereich mit „95% Wahrscheinlichkeit“ an. Genaugenommen sind es 95,45%, oftmals vereinfachend auch „4s“ genannt. Das ist also grob gesprochen „die Streuung“, die rein dem Messprozess zuzuordnen ist und eine Art Grundrauschen darstellt. Nehmen wir nun an, Sie fahren eine Maschinenabnahme und erwarten einen Cm/Cmk ≥ 2,0.
Auch wenn die Fertigungseinrichtung selbst keinerlei Streuung erzeugt und wir nur das Rauschen des Messprozesses sehen, müssen wir von der Messunsicherheit den 99,73% Streubereich („6s“) in unsere Berechnung des Cm einfließen lassen. Das sind bei QMP = 30% nun sage und schreibe 45% der Toleranz und für den Cm erhalten wir schon einen Wert von Cm = 2,22. Da ist nicht mehr viel Platz für die Maschine. Die untersuchte Maschine muss dann real eine Fähigkeit von Cm ≥ 4,6 erreichen, damit am Ende Cm ≥ 2 auf dem Auswerteblatt steht. Das ist utopisch. Die Konsequenz ist, dass ein geeigneter Prüfprozess für eine MFU bei weitem nicht geeignet sein muss: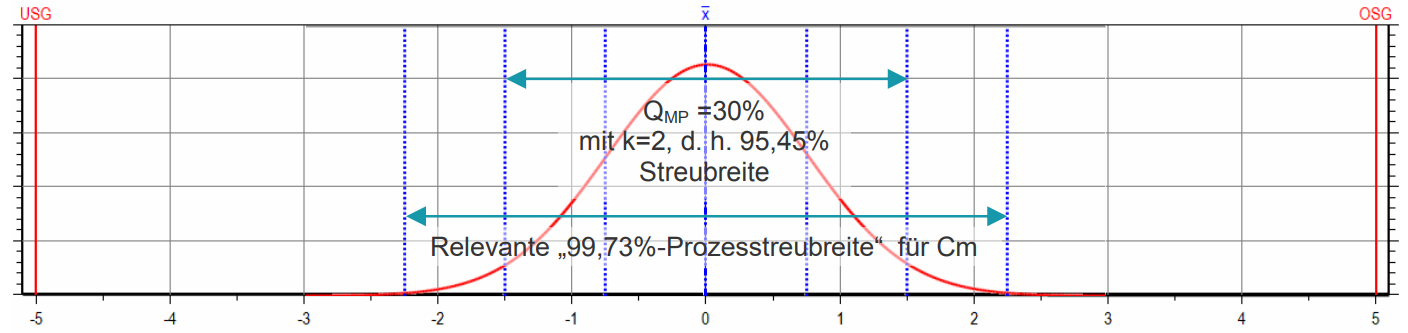
Grenzwert nach Anwendungsfall festlegen
Wie gehen wir damit um? Einfach nur den Grenzwert zu verringern, wird dem Problem nicht gerecht, denn die Ursachen sind vielschichtig.
Der VDA Band 5 möchte die Unsicherheit „des Messprozesses“ bestimmen. Dazu werden alle auf den Messprozess wirkenden Einflüsse beurteilt. Die Frage ist nun, ob die bei einer kurzzeitigen Maschinenfähigkeitsuntersuchung (MFU) wirkenden Einflüsse auf den Messprozess identisch sind mit den Einflüssen bei der fortlaufenden SPC-Überwachung. Wenn nicht, dann wäre bei technisch identischem Equipment zur Messung des identischen Merkmals am Bauteil der Messprozess bei der MFU nicht identisch mit dem Messprozess für SPC. Dem trägt der VDA Band 5 Rechnung, indem er in Kapitel 7.1 typische Messprozessmodelle aufstellt, zu denen typische Unsicherheitskomponenten zu ermitteln sind.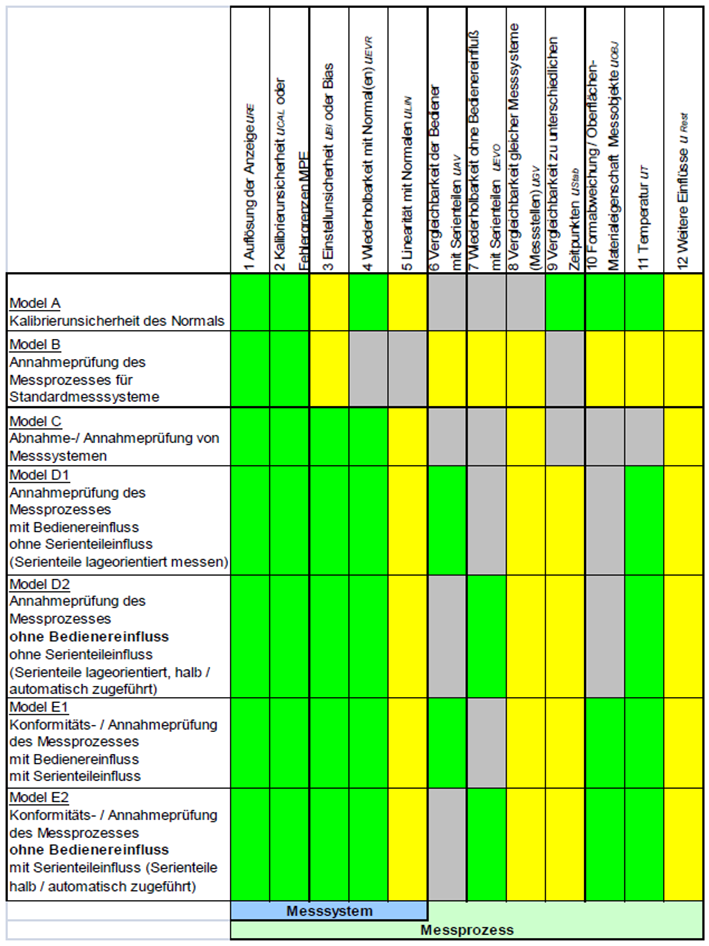
Inwieweit die im VDA Band 5 dargestellten Modelle die realen Anforderungen widerspiegeln, sei gerne offengelassen, das Konzept ist aber hervorragend. Das einzige Manko ist der pauschale Grenzwert. Wurde zum Beispiel mit dem Hersteller des Messsystems eine Abnahme nach Modell C vereinbart und der Grenzwert knapp erreicht, kann die spätere Annahmeprüfung des Messprozesses mit Bediener und Serienteileinfluss vor Ort höchstwahrscheinlich den Grenzwert nicht einhalten. Es ist also gegebenenfalls sinnvoll, dem Messprozessmodell auch einen passenden Grenzwert zuzuweisen.
Mit einem flexiblen Modell wäre es sogar denkbar, den Übergang von typischen MSA-Methoden zu VDA Band 5 zu vereinfachen, wie folgendes Beispiel zeigt: War es historisch üblich, ein
- Verfahren 1 mit Cg/Cgk ≥ 1,33 und ein
- Verfahren 2 mit %GRR ≤ 10% zu fordern,
so könnte diese Anforderung nun als Prüfprozessmodell „MSA(V1/V2)“ mit speziellen Grenzwerten dargestellt werden.
Setzt man ein paar übliche Randbedingungen:
- RE ≤ 5%T
- UCAL ≤ 5%T
- BI ≤ 5%T
- 99,73% MSA-Streubereiche,
so wären in diesem Fall QMS ≤ 19% und QMP ≤ 20% zu erwarten.
DOWNLOAD-SERVICE
Das Diskussionspapier der Q-DAS GmbH zu VDA Band 5 „Prüfprozesseignung“ steht für Sie kostenlos in voller Länge als PDF-Download bereit.


